
- Создание резьбы с помощью резцов
- Нарезка резьбы на металлической трубе своими руками
- Нарезка наружной резьбы на трубе плашкой (клуппом)
- Что такое клупп и как им пользоваться (видео)
- Как нарезать резьбу метчиком и плашкой
- Ликбез: что нужно знать при нарезании резьбы вручную
- Таблицы выбора диаметра сверла под резьбу
- Применение резцов
- Нарезка внешней резьбы
- Нарезка в несколько заходов
- Технология использования метчиков и плашек
- Сверление отверстий и предобработка прутков
- Способы нарезания резьб резьбонарезными головками
- Устройства и приспособления
- Нарезание внутренней резьбы метчиком
- Как правильно определить диаметр отверстия
- Особенности резьбы
- Как нарезать наружную резьбу при помощи плашки
- Подбор плашки
- Принцип нарезки резьбы плашкой
- Нарезаем резьбу плашкой своими руками (видео)
- Однозаходный способ
Создание резьбы с помощью резцов
Фрезы получили всеобщее признание как лучший инструмент для нарезания резьбы — как внутренней, так и наружной на токарно-винторезных станках (рис. 4). Для нарезания резьбы используются фрезы:
- круглый;
- призматический;
- полюс.
Геометрия инструментов аналогична фасонным. Резцы с углами вершины ε=60˚±10′ метрической резьбы и ε=55˚±10′ пустой резьбы. Поскольку суппорты станка, двигаясь, допускают ошибки, они приводят к увеличению угла резьбы. По этой причине часто используются фрезы с углом ε=59˚30′ .
Вверху либо фаска, либо закругление. Это зависит от конфигурации корня нарезаемой резьбы.
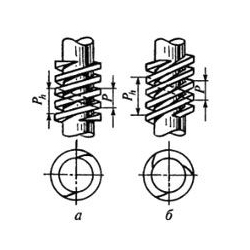
Рис. 4. Упрощенная кинематическая схема нарезания резьбы на токарно-винторезном станке:
1 — заглушка; 2 — опора; 3 — ходовой винт; М — электродвигатель; d1, d2 — диаметры шкивов; P – шаг ходового винта; z1,…, z10 — шестерня; n — частота вращения заготовки; Ds — направление подачи
Резьбонарезные станки снабжены специальными вставками. Их изготавливают сборными из твердых сплавов и быстрорежущей стали. Детали обрабатываются до состояния, при котором внешняя часть меньше, чем внешняя часть нарезаемой резьбы.
Для метрических резьб сечением до 30 мм такая разница составит 0,14…0,28 мм, сечением до 48 мм — 0,17…0,34 мм, сечением до 80 мм мм — 0,2…0,4 мм. Металл в заготовке подвергается деформации в процессе нарезания резьбы. За счет этого увеличивается внешняя часть резьбы. Поэтому часть заготовки уменьшается.
Для нарезания особо точной резьбы в отверстии эту операцию выполняют после его просверливания. Обычное нарезание резьбы выполняется после того, как отверстие просверлено. Формула поперечного сечения резьбового отверстия в миллиметрах:
д˳=дП,
где d — наружная часть резьбы, мм; P — шаг резьбы и т.д.
Сечение резьбового отверстия рекомендуется делать немного больше его внутреннего сечения. В процессе обработки заготовки и нарезания резьбы материал подвергается деформациям. Поэтому сечение отверстия становится меньше. В результате значение вышеуказанной формулы должно быть увеличено.
прибавку производят на 0,2…0,4 мм при работе с вязкими металлами — сталью, латунью и на 0,1…0,02 мм при обработке хрупких металлов — бронзы и чугуна. Часто резьба заканчивается специальной канавкой для выхода инструмента. Это может быть обязательным условием для чертежной и технической документации.
Диаметр внутри канавки рекомендуется делать меньше на 0,1…0,3 мм, чем внутренняя часть резьбы. Ширина колеи b=(2…3)P. При изготовлении болтов, шпилек, резьбовых валов часто наблюдается сход резьбы при отводе фрезы. Чтобы точнее и удобнее выполнять нарезание резьбы, по длине торца заготовки делают выступ на 2…3 мм.
Сечение выступа равно внутренней части резьбы. Эта метка отмечает последний проход инструмента. После обрезки нити выступ отрезается. Точность установки фрезы относительно осевой линии сильно влияет на качество резьбы в целом. Необходимо правильное позиционирование инструмента, сохраняя при этом биссектрису угла в профиле резьбы перпендикулярной центральной линии заготовки.
Для этого есть отдельный шаблон. Наносится на уже обработанную поверхность заготовки по центральной линии станка. Комбинируются два профиля – шаблон и фреза. Величина зазора между ними определяет точность при установке фрезы. Резьбонарезные инструменты строго закреплены на осевой линии станка.
Резцы на токарно-винторезных станках нарезают резьбу за несколько проходов. Пройдя один раз, инструмент возвращается. Второй проход производят после установки необходимой глубины отбора металла по нониусу ходового винта до поперечного хода штангенциркуля.
При нарезании резьбы с шагом до 2 мм подачу необходимо устанавливать на 0,05…0,2 мм за каждый проход. При перерезании проволоки сразу двумя режущими кромками стружка, наматываемая на резак, снижает качество и чистоту работы.
Для предотвращения запутывания стружки, начиная рабочий проход, фрезу необходимо смещать на 0,1…0,15 мм по очереди влево и вправо. Эта операция достигается перемещением суппорта, расположенного сверху. В этом случае деталь обрабатывается режущей кромкой. Грубые передачи нужно 3…6, финиши — 3.
Нарезка резьбы на металлической трубе своими руками
При монтаже металлических труб для водопровода или отопления на них необходимо нарезать резьбу. Резьбовое соединение труб довольно надежное и выдерживает значительное давление (если все сделано правильно), поэтому давайте посмотрим, как нарезать резьбу на метоварку своими руками.

Первым делом отрезаем болгаркой или ножовкой нужный отрезок, обязательно проверяем ровность реза, чтобы одна часть трубы была не больше другой – срез должен быть перпендикулярен стенкам трубы.
На трубе не должно быть ржавчины, старой краски и т д., если на ней что-либо есть. Далее срезаем с трубы фаску (внутреннюю или внешнюю, в зависимости от того, какую резьбу вы нарезаете) для более легкого хода режущего инструмента. Скос можно срезать болгаркой с металлическим диском (→ как работать болгаркой) или лепестковым диском или напильником.

Металлическая труба со срезанной фаской
Нарезка наружной резьбы на трубе плашкой (клуппом)
Все так же, как и со стержнями, о которых писалось выше, но теперь уже с большим диаметром, что, скорее всего, потребует некоторой практики и первое время следует потренироваться или быть предельно осторожным. Чтобы добиться качественной резьбы и последующего хорошего соединения труб, необходимо работать сначала с черновой насадкой, затем с чистовой (такие наборы продаются).
Рекомендую: Сбор и сдача лома черных и цветных металлов — как на этом заработать
Не менее важен выбор металла. Для работы с твердыми сплавами следует использовать подходящие насадки из определенных сплавов, уточняйте это при покупке.
Но насадка не такой уж хороший и мощный инструмент для нарезания резьбы на трубах своими руками, гораздо удобнее использовать навинчивающиеся колпачки.

Klupp — это практически тот же насадкодержатель, только с направляющей для плавного хода и нарезания резьбы. Клапп надевается на трубку этой специальной направляющей.
Надеваем и наживляем клюшку на трубу, немного закручиваем руками, далее нужно использовать либо специальный инструмент — трещотку, которой удобно крутить клюшку, но подойдет и большой разводной или газовый ключ для бытовых нужд.
Одну часть трубы, конечно же, нужно закрепить в тисках. Если труба разрезается на месте, смотрите, чтобы она не вырвалась куда-нибудь от силы, приложенной к клюшке. Трубу можно закрепить с помощью второго газового ключа, но лучше это делать другому человеку, т.к нарезать резьбу одной рукой проблематично.
Что такое клупп и как им пользоваться (видео)
Как нарезать резьбу метчиком и плашкой
Наружная резьба на болтах, шпильках, винтах, резьбовых валах нарезана в матрицах. Перед этим часть заготовки, где предстоит нарезать резьбу, подвергается предварительной обработке. Участок технологической поверхности несколько меньше наружной части резьбы. Метрическая резьба сечением 6…10 мм должна иметь перепад 0,1…0,2 мм, сечением 11…18 мм — 0,12…0,24 мм, сечением 20…30 мм мм — 0,14…0,28 мм.
Для облегчения вбивания на конце заготовки снимается фаска, которая должна соответствовать высоте профиля резьбы. Насадка закреплена в специальном картридже. Кассета устанавливается в разъем задней бабки или башни. Нарезание резьбы насадками производят со скоростью v = 3…4 м/мин для стальных деталей, 2…3 м/мин для чугунных, 10…15 м/мин для латунных.
Метчиками нарезают метрическую резьбу внутри деталей сечением до 50 мм. Токарные станки используют машинные метчики. Эта технология позволяет выполнять резку проволокой за один проход. В вязких и твердых металлах нарезание резьбы практикуется наборами метчиков.
Комплекты состоят из двух, трех и более кранов одновременно. При использовании двух кранов первый из них выполняет (примерно) 75 % от общего объема работ. Отделочный метчик подгоняет резьбу до необходимых параметров. В наборе, состоящем из 3-х смесителей, первый (черновой) производит 60 % от общего объема, второй (получистовой) — 30 %, третий (чистовой) — 10%.
Все смесители из наборов отличаются размером заборной кромки. Наибольшая длина у передней кромки грубого крана. При установке крана в башне к валу винтом крепится специальное кольцо. С помощью этого кольца кран удерживается в патроне по аналогии с пресс-формой.
Метчики нарезают резьбу со скоростью v:
- для стальных деталей — 5…12 м/мин;
- по алюминию, бронзе, чугуну — 6…22 м/мин.
Нарезание резьбы метчиками сопровождается поливом охлаждающей жидкостью — маслом или эмульсией.
Ликбез: что нужно знать при нарезании резьбы вручную
Таблицы выбора диаметра сверла под резьбу
Когда вы делаете внутреннюю резьбу, под нее предварительно сверлят отверстие. Он не равен диаметру проволоки, так как при резке часть материала не удаляется в виде стружки, а выдавливается, что увеличивает размер выступов. Поэтому перед нанесением необходимо подобрать диаметр сверла под резьбу. Это можно сделать в таблицах. Они есть для каждого типа резьбы, но мы приведем самые популярные – метрическую, дюймовую, трубную.
| Диаметр проволоки, дюймов | Резьба и т д | Диаметр сверла, мм | Диаметр проволоки, дюймов | Резьба и т д | Диаметр сверла, мм | Диаметр проволоки, дюймов | Диаметр отверстия под резьбу, мм |
| М1 | 0,25 | 0,75 | 3/16 | 1058 | 3,6 | 1/8 | 8,8 |
| М1.4 | 0,3 | 1.1 | 1/4 | 1270 | 5,0 | 1/4 | 11,7 |
| М1.7 | 0,35 | 1,3 | 16/5 | 1411 | 6.4 | 3/8 | 15.2 |
| М2 | 0,4 | 1,6 | 3/8 | 1588 | 7,8 | 1/2 | 18,6 |
| М2.6 | 0,4 | 2.2 | 16/7 | 1814 | 9.2 | 3/4 | 24,3 |
| М3 | 0,5 | 2,5 | 1/2 | 2.117 | 10.4 | 1 | 30,5 |
| М3,5 | 0,6 | 2,8 | 16/9 | 2.117 | 11,8 | — | — |
| М4 | 0,7 | 3.3 | 5/8 | 2309 | 13.3 | 11/4 | 39,2 |
| М5 | 0,8 | 4.2 | 3/4 | 2540 | 16,3 | 13/8 | 41,6 |
| М6 | 1,0 | 5,0 | 7/8 | 2822 | 19.1 | 11/2 | 45,1 |
| М8 | 1,25 | 6,75 | 1 | 3175 | 21,3 | — | — |
| М10 | 1,5 | 8,5 | 11/8 | 3629 | 24,6 | — | — |
| М12 | 1,75 | 10.25 | 11/4 | 3629 | 27,6 | — | — |
| М14 | 2.0 | 11,5 | 13/8 | 4233 | 30,1 | — | — |
| М16 | 2.0 | 13,5 | — | — | — | — | — |
| М18 | 2,5 | 15.25 | 11/2 | 4,33 | 33,2 | — | — |
| М20 | 2,5 | 17.25 | 15/8 | 6080 | 35,2 | — | — |
| М22 | 2,6 | 19 | 13/4 | 5080 | 34,0 | — | — |
| М24 | 3.0 | 20,5 | 17/8 | 5644 | 41,1 | — | — |
Еще раз укажем, что диаметр сверла для нарезания резьбы дан слишком большой (стандартная резьба).
Применение резцов
Для нарезания резьбы на токарном станке необходимы резьбонарезные станки. Они изготавливаются из быстрорежущей стали, а требования к их свойствам устанавливаются соответствующим ГОСТом (18876-73). По конструкции такие фрезы делятся на следующие виды:
- призматический;
- полюс;
- круглый (диск).
Спиральный резьбовой паз на поверхности заготовки нарезается изогнутой или прямой фрезой, а для формирования внутреннего типа резьбы требуются прямые и изогнутые инструменты, которые закрепляются в специальной оправке. Наконечник токарного инструмента, которым нарезают витки, должен иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.

Резьборезы: а — стержень; б — призматический многопрофильный; в — призматический одинарный профиль; г — диск многопрофильный; д — диск однопрофильный; е — диск с внутренней резьбой; α — задний угол; γ — угол наклона; φ — угол входного конуса; h — высота установки по оси фрезы
При формировании резьбы фрезой следует учитывать ряд особенностей этой технологии.
- Угол поворота резьбонарезного инструмента зависит от свойств обрабатываемого материала. Выбрать такой угол можно в достаточно широком диапазоне: 0–250. Так, если резьба нарезается станком на заготовках из обычной стали, угол скоса должен быть 0 градусов, для высоколегированных сталей, хорошо выдерживающих температурные нагрузки, угол скоса может быть 5-100. Она может быть тем больше, чем выше вязкость материала, и меньше, чем выше твердость и хрупкость металла, из которого изготовлена обрабатываемая на станке заготовка.
- Наконечник токарного резца, образующий на заготовке спираль, должен иметь форму, идентичную профилю резьбы.
- Задние углы инструмента выбирают так, чтобы поверхности резцов, которыми они образованы, не терлись о вновь образованную спиральную канавку. Обычно эти углы с обеих сторон токарного инструмента делают равными. Если угол возвышения, характеризующий резьбу, меньше 4 градусов, такие углы выбирают в пределах 3-50, если больше 40, то 6-8 градусов.
- Резьба внутреннего типа нарезается в уже подготовленные отверстия, которые получаются сверлением или сверлением.

Кусачки
Заготовки из стали обрабатывают на токарном станке инструментами с пластинами из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Если деталь изготовлена из чугуна, для нарезания резьбы на ней применяют инструмент со вставками из следующих марок твердых сплавов: ВК4, В2К, ВК6М, ВК3М.
Нарезка внешней резьбы
Неотъемлемой частью любого резьбового соединения является деталь с наружной резьбой. Именно он вкручивается в отверстие с внутренней резьбой. Тела вращения, т е валы, снабжены наружной резьбовой поверхностью. Этот тип резьбы характерен для болтов, шпилек, ходовых винтов, всех типов соединителей и переходников.
Для нарезания наружной резьбы используется специальный инструмент:
- Умереть
- Держатель сопла
Как видите, насадка вставлена в держатель насадки. Сопло, закрепленное в держателе, установлено на кончике скошенного вала. Затем насадка прижимается и наматывается на вал.
Высота фигур зависит от диаметра разрезаемой проволоки. В среднем пресс-форма имеет 8 спиральных канавок. Если рассматривать насадки для нарезания метрической резьбы, то промышленность предлагает насадки от М3-М6 до М52. Кроме насадок для нарезания традиционной метрической резьбы существуют насадки для трубной (дюймовой) резьбы, которые могут быть как цилиндрическими, так и коническими.
Серия штампов — это забава. Основное отличие лерока от плашек заключается в конструкции. Лерка представлена цельным лепным изделием. Плашка может иметь разъемную или раздвижную конструкцию.

- Разрезные насадки имеют срез с одной стороны, что делает резьбовое изделие пружинящим. Форсунки разъемного типа часто используются для обновления забитых или сколотых резьбовых поверхностей.
Режущую насадку можно использовать и для прямого нарезания резьбы. Однако из-за пружинящей конструкции точность резьбовой поверхности будет далека от идеальной. Как правило, первый, так называемый «черновой» проход выполняется разрезным штампом.

- Раздвижные насадки имеют разборную конструкцию. Если в разъемных штампах вырезается только одна сторона изделия, то в раздвижных аналогах форма разрезается на 2 равные части.
Форсунки скользящего типа обычно имеют призматическую форму. Для работы с такими насадками следует использовать насадку с зажимным механизмом.
Существует 6 стандартных размеров клюшек.
Раздвижные насадки отличаются повышенной износостойкостью. Благодаря разборной конструкции режущие кромки могут «играть» при критических нагрузках. Это позволяет избежать появления сколов и трещин на гусеницах.
Конечно, разборная конструкция плашек влияет на точность нарезки резьбы. Обычно с помощью разборной призматической формы удается добиться 6-7 степеней точности, тогда как неразборные аналоги дают возможность получения резьбы 8-9 классов.

- Жаворонки цельные — цельнолитые штампы. Основным преимуществом лера является возможность нарезать резьбу с высокой степенью точности. Хорошее качество получаемой нити обусловлено неразборной жесткой конструкцией.
Когда дело доходит до слабых мест, есть некоторые из них. Высокая жесткость конструкции делает такие насадки склонными к выкрашиванию и растрескиванию. В лерах режущие кромки часто имеют насечки. Леры значительно уступают по долговечности разъемным и раздвижным аналогам. При использовании лера рекомендуется использовать большое количество смазки. Охлаждение тоже не помешает.

Нарезка в несколько заходов
Резьбу обычно делают в несколько витков, используя метчики с разной толщиной профиля. Основная сложность на старте, постановка паса. Осуществляется метчиком с одной тонкой канавкой на валу. Инструмент нужно свободно вставить в отверстие, и, надавив на него с небольшим усилием, провернуть на пару оборотов. При этом контролируется перпендикулярность вставки кредитной карты, небольшие отклонения в 5–7° вполне допустимы.

За 5–6 оборотов вставная часть полностью входит в отверстие, и кран безопасно продвигается вперед. Теперь инструмент нужно повернуть без прижимного усилия. Незначительные отклонения от перпендикуляра на этом этапе исправлять было бы ошибкой – кран в этом не виноват, он идет строго по отверстию. После каждых 1,5-2 оборотов подачи необходимо выкручивать инструмент на пол-оборота.

После начального прохода, когда профиль резьбы выполнен на 50-60%, его следует сформировать промежуточным (№2) и чистовым (№3) метчиками с соответствующим количеством нарезов на хвостовике. Тут важно только проверить правильность ввода в отвод на имеющейся резьбе, остальное дело техники.
Особенностей при работе с кубом практически нет, основная сложность — работа с введением. У плашки она короткая, всего 2,5-2 витка, поэтому рекомендуется держать инструмент обеими руками.

Технология использования метчиков и плашек
С помощью метчиков, представляющих собой винт с несколькими продольными канавками, образующими режущие кромки и способствующими отводу стружки, на токарном станке в отверстиях малого диаметра нарезают в основном метрическую резьбу. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Метчики машинные отличаются от обычных тем, что состоят из двух частей – заборной и калибровочной. Если для обработки дерева на токарном станке используются обычные метчики, то технология выполнения этого процесса предполагает использование набора инструментов. В набор для нарезания внутренней резьбы входят три вида метчиков: черновой, который выполняет 60 % работы, получистовой (30 %), чистовой (10 %). Иногда в таком наборе может быть два инструмента: черновой, выполняющий 75% работы, и чистовой, выполняющий 25% работы. Чтобы отличить черновой кран от финишера, достаточно посмотреть на заборную часть: она намного длиннее, чем у финишера.

Резьбовой метчик
Скорость резьбы на токарном станке с использованием метчиков может быть достаточно высокой:
- 6-22 м в минуту — для деталей из чугуна, бронзы и алюминия;
- 5-12 м в минуту — для стальных блоков.
С помощью насадок, представляющих собой кольцо с внутренней резьбой и несколькими губчатыми канавками, на винты, болты и шпильки наносится наружная резьба. Поверхность детали должна быть подогнута до нужного диаметра, при этом обязательно должен учитываться допуск:
- 0,14–0,28 мм – для резьбы диаметром 20–30 мм;
- 0,12–0,24 мм – для резьбы диаметром 11–18 мм;
- 0,1–0,2 мм – для резьбы диаметром 6–10 мм.
Насадки, которыми нарезается наружная резьба, закреплены в специальном патроне (соплодержателе), который помещается в пружину задней бабки станка.

Резьбовой штамп
С помощью насадок резьба нарезается на следующих скоростях (их настройка также учитывает минимальный износ инструмента в процессе работы):
- 10-15 м в минуту — на изделиях из латуни;
- 2-3 м в минуту — на чугунных деталях;
- 3-4 м в минуту — на стальных заготовках.
Для того чтобы насадка свободно входила в деталь, на конце последней снимается фаска, по высоте совпадающая с высотой профиля резьбы.
Сверление отверстий и предобработка прутков
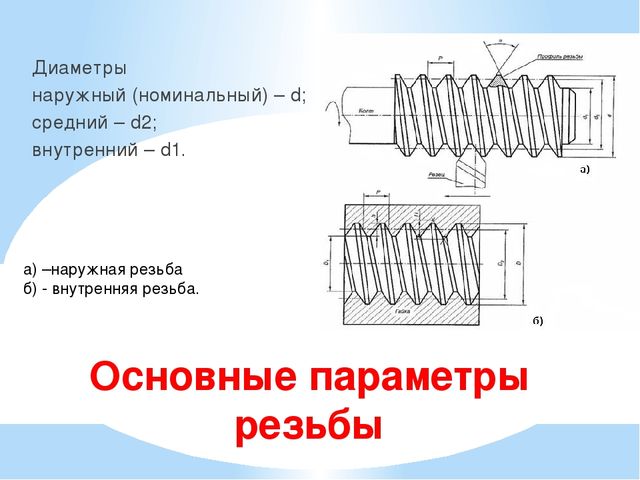
Из последнего наблюдения можно сделать вывод, что внешний диаметр проволоки несколько больше исходного диаметра прутка, на котором она нарезана. Соответственно осевое расстояние между вершинами внутренней резьбы будет немного меньше отверстия.
При взгляде на чертеж метрической резьбы есть ряд ключевых размеров:
- Внутренний и внешний диаметр. Эти значения меняют имена в зависимости от того, является ли поток внутренним или внешним.
- Шаг резьбы – это расстояние между вершинами соседних зубьев.
- Форма и размеры номинального профиля, углы наклона.
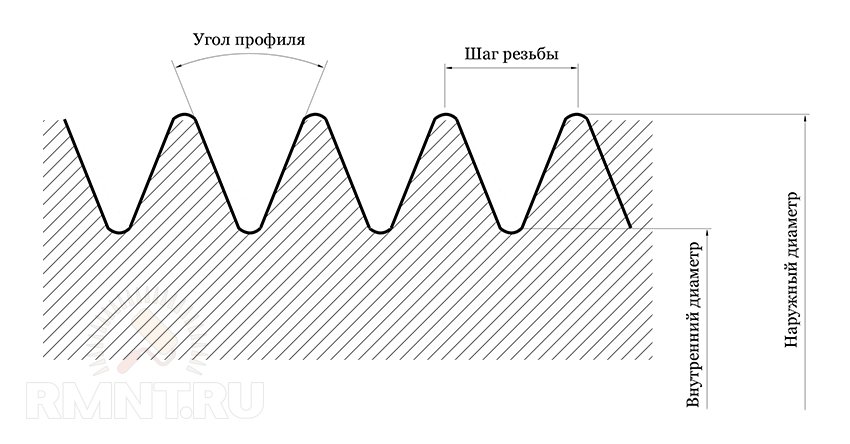
Итак: диаметр стержня или отверстия под резьбу не равен ни внешнему, ни внутреннему диаметру резьбы. Самый простой способ определить размер отверстия для внутренней резьбы — вычесть шаг из наружного диаметра. Для наружной резьбы такое же значение необходимо добавить к диаметру стержня.
Однако настоящие профессионалы всегда пользуются таблицами стандартных метрических резьб, где рекомендуемые диаметры также учитывают тип резьбы, свойства металлов и их сплавов. Так что основная проблема заключается в поиске подходящего стержня или бура.
Вы закладываете основу качественной резки еще на этапе бурения или подготовки керна. Отверстие нужно сверлить строго перпендикулярно, из способов проверки прямого угла можно предложить совместить сверло с отражением в закрытом зеркале или кредитной карточке, прикрепленной сбоку.

С бруска следует удалить ржавчину и проверить гладкость боковой поверхности верстачной линейкой. Лучший способ подготовить стержень – зажать его в патроне дрели и хорошо протереть край напильником. При закруглении допускается сточить брусок на пару десятых, если это необходимо для подгонки, что на практике важнее полноты реза.

Это мало полезно при работе с фиксированными стержнями. Диаметр проволоки необходимо подбирать по диаметру стержня, причем выбирать значение меньше рекомендуемого. Для более практичного входа в конце нужно очень аккуратно и аккуратно снять фаску и вырезать. Не забудьте обильно нанести машинное масло на обработанный участок детали.
Способы нарезания резьб резьбонарезными головками
Головки резьбонарезных винтов применяются, когда необходимо нарезать внутреннюю и наружную резьбу. Руководители работают на станках: токарных автоматах, токарных станках и токарных станках. Вал проволочной режущей головки крепится к штифтам задней бабки или револьверной головки.
Для головок винтов применяют круглые, тангенциальные, радиальные камеры. После окончания заправки сопла автоматически раздвигаются. При реверсировании они не взаимодействуют с резьбой.
Нарезание наружной резьбы чаще всего выполняется головкой с круглыми камерами. Имеет простой узел, с возможностью многократной заточки. Сопротивление намного выше, чем тангенциальное и радиальное. По конструктивным особенностям и принципу действия отличия незначительны.
Внутренние резьбы обычно нарезают насадочными головками, снабженными соплами призменного типа. Режущие кромки находятся на одном участке. Имеется конус для ввода резьбы. Количество камер в одном наборе соответствует размеру головы.
В рабочем наборе гребенки смещены по отношению друг к другу. Смещение соответствует углу винта режущей проволоки. При обработке столярных изделий и винтов с длинной резьбой увеличьте производительность, используя режущие головки, прикрепив их к суппорту станка.
Устройства и приспособления
Создание дерева выполняется путем вращения и перемещения соответствующего инструмента. Для проведения работ с насадками и кранами необходимо их зафиксировать, направить в нужном направлении, а также обеспечить их одновременное вращение и медленное поступательное движение. Для этих целей используются специальные приспособления или приспособления.
Нарезка наружной резьбы насадками осуществляется с помощью насадкодержателя (ручки). Одним из таких приспособлений является рукав с ручками с двух сторон. Во втулке сверлят 4-6 резьбовых отверстий, куда вкручивают винты (болты) для закрепления насадки внутри втулки держателя форсунки. Для нарезки насадка вставляется во втулку и надежно закрепляется винтами. При прикреплении пластина центрируется по отношению к оси держателя. Рукоятки позволяют создавать крутящий момент вручную.
При нарезании внутренней резьбы штифтом используется штифт. Такой прибор имеет в центре квадратное гнездо, в которое вставляется конец ручки крана, а также две ручки для его поворота вручную. Крепежные винты позволяют надежно прикрепить смеситель к устройству.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы потребуются следующие инструменты и материалы:
-
молоток, кернер, дрель, сверла;
-
набор метчиков, ручки, слесарные тиски;
-
машинное масло.

Как правильно определить диаметр отверстия
Перед нарезанием внутренней резьбы необходимо заранее сделать отверстие в заготовке. Его размеры необходимо выбирать строго, так как превышение оптимального значения не позволит создать прочное соединение с болтом, а уменьшение повысит вероятность повреждения инструмента в процессе работы.
Для определения диаметра отверстия под стандартную резьбу нужно пользоваться справочниками. Чтобы сделать нестандартную резьбу, необходимо произвести простые расчеты: от диаметра отнять размер шага.
Особенности резьбы
В общем случае нарезание резьбы означает нарезание винтовой канавки на цилиндрической или конической поверхности. По расположению поверхности резьба делится на наружную (винт, болт) и внутреннюю (гайка). По назначению нить может быть приставной или ходовой. Форма профиля может быть треугольной, прямоугольной и трапециевидной. Направление может быть левым или правым.
Фиксирующие проволоки в основном треугольные и выполнены на фиксирующих деталях. Шасси со сложным профилем и вырезом вручную встречаются крайне редко.

Классификация типов резьбы.
К основным параметрам относятся:
- наружный диаметр;
- роза;
- угол возвышения;
- угол профиля.
По своему внешнему виду наибольший интерес представляют метрическая, дюймовая и трубная резьбы. Метрическая имеет треугольный профиль, как и цилиндрическая крепежная резьба с мелким и крупным шагом. Метрика используется чаще всего. Основным параметром является угол профиля резьбы, который должен быть равен 60º. Трубы имеют цилиндрическую форму и служат для соединения трубчатых деталей.
Как нарезать наружную резьбу при помощи плашки
Для нарезания наружной резьбы вручную используется специальный инструмент – насадкодержатель с насадками разного диаметра.

Держатель форсунки с насадками разного диаметра
В труднодоступных местах, например у стен, используется трещоточный держатель.
Подбор плашки
Номинальный диаметр резьбы — это диаметр в вершинах треугольников резьбы. Плашка прорезает металл, образуя углубления и оставляя вершины нетронутыми, поэтому и стержень, и плашка должны быть одинакового диаметра. Например, диаметр резьбы М3 — это «М» — метрическая резьба, а цифра — номинальный диаметр резьбы в мм. Соответственно, чтобы нарезать резьбу на стержне 3 мм, берем плашку М3. Измерения стержня проводят штангенциркулем.
Для того, чтобы насадка лучше врезалась в стержень, с торца вырезается фаска.

Принцип нарезки резьбы плашкой
Тиски необходимы для закрепления заготовки. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для облегчения перемещения насадки, уменьшения трения и износа инструмента.
При нарезании резьбы насадкой следует избегать большого скопления стружки в отверстиях для удаления стружки.

Насадка устанавливается на торец детали перпендикулярно. С небольшим нажимом начинают вращать держатель форсунки по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой стрелки.
Обрежьте нить следующим образом:
- Сначала сделайте 2-3 круга.
- Затем пол-оборота назад для удаления стружки.
- Смазывать после каждых 3-4 заходов, можно с помощью шприца.
- И так далее
Рекомендую: Фундаментный болт: свойства, размеры, виды, область применения и советы по выбору
Резьбу проверяют гайкой или калибром-кольцом. Купить гайки для своей резьбы можно здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).

Калибровочное кольцо
Нарезаем резьбу плашкой своими руками (видео)
Однозаходный способ
Однозаходное нарезание резьбы характерно для механизированных агрегатов. Метчик для однозаходной нарезки имеет на валу одну широкую или три тонких канавки, а может и не иметь их вовсе. Другие характеристики машинных метчиков: короткий шаг, диаметр стержня меньше номинального, полный профиль резьбы.

В тонких (2-4 мм) пластинчатых материалах можно нарезать резьбу за один проход. Машинные метчики также очень распространены для вырезания глухих отверстий. Точнее, расширяют шлиц от введения метчиков №1 и №2, добавляя к резьбе еще 1,5-2 витка. Если у третьего номера длинный провод, то его можно полностью обрезать и использовать этот кран только для полной заправки в несквозные отверстия.
С однозаходными смесителями работать не сложнее, чем с форсунками. Установить правильное положение сложно, но техника та же. Кстати, большинство штампов также рассчитаны на однопроходную работу.
- https://m-ser.ru/articles/tekhnologiya_narezaniya_rezby_na_tokarnykh_stankakh/
- https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
- https://stroychik.ru/tools/narezka-rezby
- https://met-all.org/obrabotka/tokarnaya/narezanie-rezby-na-tokarnom-stanke-rezcom.html
- https://plavitmetall.ru/rezka/texnologiya-narezki-rezby-kak-rabotat-plashkami-i-metchikami.html
- https://www.rmnt.ru/story/instrument/narezka-rezby-na-metalle-plashkoy-imetchikom-svoimi-rukami.1108589/
- https://moiinstrumenty.ru/izmeritelnye/narezanie-rezby-metchikami-i-plashkami.html
- https://tehnouzel.ru/tehnologii-remonta/kak-narezat-rezbu.html
- https://metalloy.ru/obrabotka/rezba/narezka-rezby







